We use Differential indexing when it is not possible to make an equidistant division with direct indexing method with a dividing head.
This metod is usefull especially for numbers or prime values greater than 50.
We use a system or gear train that is interposed between the main spindle and the dividing plate spindle.
This gear train links the two spindles, allowing the gear system to make the division of the prime number of divisions to be made.
Formula for finding the gear train for making the differential indexing
X = 40(N’ – N)/N’ = R/R’
Process
- Choose an approximate value (N’) to the number of divisions (N), which you want to divide and of which there is a way to find the direct indexing.
- With the previous value (approximate value N‘) do the direct indexing, i.e. find m = 40/N’ to find the number of circles of holes of the dividing plate and the opening of the sector arms.
- Apply the formula: X = 40(N’ – N)/N’.
- With the previous value (X), find the gear train that is to be mounted on the milling machine’s banjo and that connects the two spindles of the dividng head.
EXAMPLE
Now, let’s see at an example of Differential indexing with the calculation to produce 51 equidistant divisions. There is also a dividing head with a standard ratio of 40:1.
Known data
- Here, you can choose an approximate value above or below the N value which is equal to 51 divisions. In this case I will choose N’ = 50. Also, with this value we can found the direct indexing method easy.
- Now, we proceed to make the direct indexing of 50 divisions to find the number of holes in the disks of dividing head and the number of turns of the crank handle, then:
m = 40/N’
m = 40/50, if we simplified by taking out the tenth part:
m = 4/5, now amplifying the previous fraction to match the perforated discs available for installation on dividing head:
m = 4(4)/5(4), i.e. the fraction by 4 is amplified:
m = 16/20
We must mount the disk that containing 20 divisions on the dividing head and open 16 spaces on it by opening the arms sector.
If we left the dividing head like this we would get 50 divisions, but we need 51 divisions, then the 1 that we need we find or compensate with the gear train (X) that we will calculate next:
- Apply the formula:
X = 40(N’ – N)/N’ = R/R’. Replacing values:
X = 40(50 – 51)/50
X = 40(-1)/50
X = -40/ 50, Simplifying:
X = -4/5 = R/R - Finding the Gear Train for making the Differential Indexing.
with the previous value (X) = -4/5 you must find the four gears that connect the two spindles of the dividing head and that allow to compensate the missing division found in step 2, then:-4/5
If the following values are available for the milling machine’s banjo set:
24, 24, 28, 32, 40, 44, 48, 56, 64, 72, 86 and 100 teeth, then:
if we break down -4 / 5 like this: -2 X 2 / 5 X 1 , if we multiply -2 by 8 in the numerator and 5 by 8 in the denominator, then:
-16 X 2 /40 X 1, if we multiply 2 by 16 in the numerator and 1 by 2 in the denominator:
-32 X 2 / 40 X 2, if we multiply 2 by 12 in the numerator and 2 by 12 in the denominator:
–32 X 24 / 40 X 24 = R/R
Then R, are the conductive gears and R’ the driven gears.
We have these values in the milling machine’s banjo set, so we have reached the end of the calculation.
The negative sign of the expression, means that you have to insert an extra intermediate gear between these 4 gears, this gear can be of any value and for this example I used the 56 teeth. With this intermediate gear, there is a movement of the dividing disc opposite or in opposite sense to the movement of the crank handle of the dividing head.
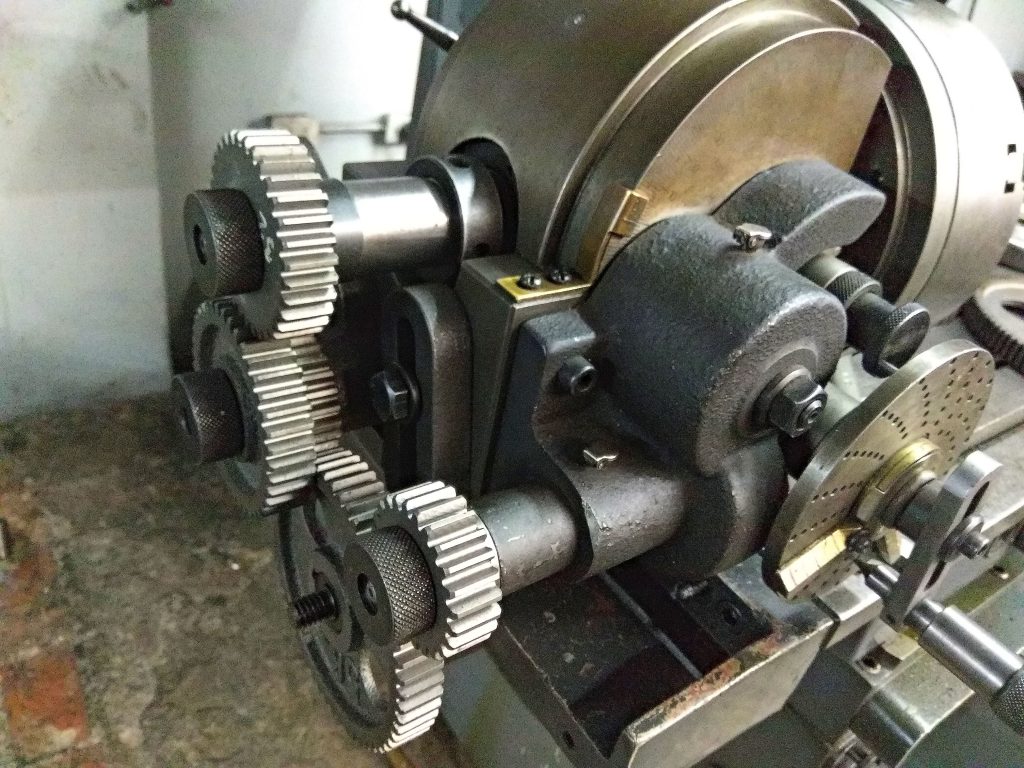
The arrangement of the gears is as follows:
We mount the 32 tooth gear (driver) on the dividing head spindle and engages with the 40 tooth gear which is a driven gear.
We mount the 24-tooth gear (driver) together with the 40 tooth gear and engages with the 56-tooth intermediate gear.
And finally, this gear engages with the 24-tooth gear mounted on the disc spindle, which is a driver gear.
If the result of X is positive, then only the four gears that are normally calculated should be used and the intermediate gear should not be used.
Maybe you are interested in: What is a Vernier Caliper and What is it For?
And something very important, it is necessary to remove the fixing pin of the perforated hole plate from the body or housing of the dividing head so that the plate with the hole plate is free, that is, when turning the crank handle of the dividing head it will turn together with the plate.
Well friends, with this I come to the end of this article.
I hope you liked it and it served, and as always, if you liked this information, please remember to rate this post, with the highest score in the stars that are right here below.
Remember to subscribe in my channel: YouTube